
Šie ir 3 punkti augstas temperatūras pelējumam ar PPSU sveķiem
Kādas ir PPSU materiāla priekšrocības?
PPSU plastmasas īstermiņa temperatūras izturība ir pat 220 grādi, un ilgtermiņa temperatūra var sasniegt 180 grādus, un tā var izturēt eļļas temperatūras vidi 170-180 grādi.PPSU detaļām ir laba izmēru stabilitāte, un tās var izturēt karstu ūdeni / aukstumnesēju / mazutu.Ar šo lielisko īpašību PPSU var izmantot augstas kvalitātes tehnisku un augstas slodzes produktu ražošanai.Tagad tas kļūst par pirmo materiālu, kas aizstāj metālus, keramiku un cietos polimērus.
PPSU plastmasu arvien vairāk izmanto karsto ēdienu gatavošanā un uzsildīšanā, īpaši augstsprieguma komponentiem, kam jābūt ar augstu izmēru stabilitāti un labām mehāniskām un labām elektriskās izolācijas īpašībām, kā arī ar augstu termisko novecošanās izturību, izcilu ugunsizturību un labu izturību pret ķīmisko koroziju. un hidrolīze.
Tādējādi tas kļūst par svarīgu materiālu plašā pielietojuma klāstā tādās nozarēs kā aviācija, elektriskie un elektroniskie komponenti, automobiļu rūpniecība un transports.
Kā veikt temperatūras kontroli PPSU formēšanai?
Tāpat kā citu inženiertehnisko termoplastu gadījumā, stabilai augstas kvalitātes veidņu detaļu ražošanai ir nepieciešama precīza augstas temperatūras iesmidzināšanas veidnes temperatūras kontrole.Gan ūdens, gan eļļa var stabili kontrolēt pelējuma temperatūru no 140 līdz 190 grādiem.Ja temperatūras kontroles iekārta ir labi izstrādāta, par temperatūras regulēšanas līdzekli var izmantot ūdeni aptuveni 200 grādu temperatūrā.Atsevišķos gadījumos var izmantot arī elektronisko temperatūras kontroli.Pirms iesmidzināšanas, PPSU materiāls ir jāizžāvē, mēs iesakām materiālu žāvēt mērenā temperatūrā 150-160 grādi 3-6 stundas.Iesmidzināšanas formēšanas mašīnas cilindrs ir pietiekami jātīra.Un injekcijas temperatūru ieteicams kontrolēt ap 360-390 grādiem.
Kā izgatavot augstas temperatūras iesmidzināšanas veidnes PPSU materiālam?
PPSU materiāla iesmidzināšanas veidnei ir jāspēj izturēt salīdzinoši augstas temperatūras kā augstas temperatūras formēšanas instrumentam.Lai optimizētu dzesēšanas kanālu, blīvējumu un savienotāju dizainu, papildus saprātīgai mehāniskai konstrukcijai un piemērotu veidņu materiālu izvēlei ir jāizmanto arī karstumizturīgas un spiediena izturīgas šļūtenes.
Dizaina punkti:
1. Tērauda izvēle un apstrāde: a).Veidnes temperatūrai jābūt no 140 līdz 150 grādiem, un masveida ražošanā jāņem vērā veidnes kalpošanas laiks.b).Pelējuma termiskajai apstrādei kopumā ir jābūt HRC60-65.c).Apstrāde ar galvanizāciju var palielināt veidņu kalpošanas laiku.
2. Skrējēja forma: piemērota ir apaļa vai trapecveida.Nepieciešama arī aukstumgliemežu aka.
3. Vārtu veidi: tapas vārti, cilnes vārti, diska vārti, spieķu vārti, sānu vārti, tiešie vārti un apakšvārti.
4. Gāzes ventilācija: ventilācija ir ļoti svarīga PPSU materiāla pelējumam.Nepietiekama ventilācija izraisīs apdegumus, krāsas izmaiņas un raupju virsmu utt.Gāzes ventilācijas atvere parasti ir 0,015–0,2 mm augstumā un vairāk nekā 2 mm plata.
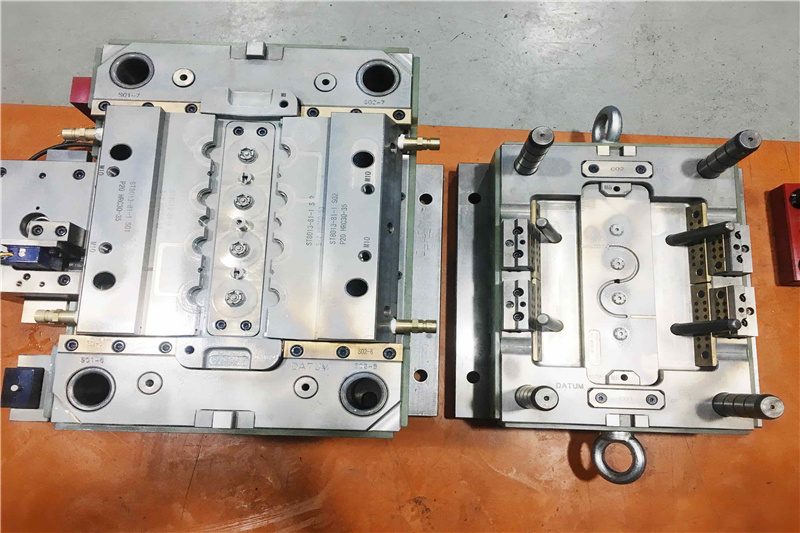
Suntime Precision Mold ir bagāta pieredze plastmasas iesmidzināšanas veidņu ražošanā augstas temperatūras veidnēm tādiem materiāliem kā PPSU un PEEK.Klienti ir ļoti apmierināti ar mūsu augsto kvalitāti un ātro izpildes laiku.Zemāk esošajā fotoattēlā ir viena no augstas temperatūras veidnēm, ko esam izgatavojuši detaļu uzpildīšanai un montāžai.Tā ir 4 dobumu automātiski atskrūvējama veidne.Lai iegūtu papildinformāciju par šāda veida veidnēm, lūdzu, skatiet mūsu gadījuma izpēti vietnē:https://www.suntimemould.com/auto-unscrewing-plastic-injection-mould-with-ppsu-material-high-temperature-mold-product/
Publicēšanas laiks: 18. decembris 2021





